
典型定额法,是以同类型产品零件为基础,从中选出具有代表性的典型零件,以工序的单件时间为单位、按照影响延续时间因素的变化规律、典型的生产技术组织条件来制定定额标准的方法。由于充分考虑了工时消耗变化的规律性、不仅具有一定的科学技术性,能使定额水平保持一致,而且具有广泛的通用性,减少了定额标准制定的数量、运用起来也比较方便、灵活、可靠。它适用于产品经常变换的单件小批生产企业。
一、制定典型定额标准的原则
按照劳动定额制定快、准、全的要求,采用典型定额法制定定额标准,必须具有一定的先进性、精确性、科学性和全面性。
1.先进性
先进性是对定额水平的要求。就是力求所制定的定额标准具有先进合理的水平,这个水平在操作技术上是先进可行的,在劳动者的心理上、生理上是可以承受的。为此,在制定定额标准时要注意以下几点:
(1)要充分考虑采用新工艺、技术,改进操作方法,改进设备、工具、作业条件,改善生产、劳动组织的可能性。将科学、技术和生产的先进成果反映到定额中去。
(2)要贯彻质量第一、安全第一的方针和节约的原则,防止出现片面追求数量、忽视质量、浪费原材料的现象。
(3)要体现出一个合格的劳动者在标准状态下,以正常的速度工作所需要的劳动时间。使劳动者的工作效率可以逐日保持,无过度的生理和心理上的疲劳,而且不是增加劳动强度才能达到的水平。
2.精确性
精确性是对定额质量的要求。就是力求所制定的定额标准准确可靠,在运用时不会出现太大的误差。因为采用典型定额法制定表格式定额时间,都是按照有代表性的产品尺寸来确定的。因此,它与实际发生的产品尺寸往往会不相符。为了节省运算定额的时间,一般都是按照与其接近的产品尺寸的时间来计算的。如定额标准规定的钢板厚度为3mm的定额时间为0.2h,6mm的定额时间为0.24h,若实际加工的钢板厚度是5mm,它与定额标准中规定的6mm接近,可计算为0.24h。这样计算出的定额标准时间与实际尺寸需要的时间就有了误差。这种误差在典型定额的运用上是允许的。但误差不能太大,否则就会影响定额的精确性。因此,给它规定了一个最大的误差限额,即最大允许误差。在制定定额标准时,规定的最大允许误差是按照企业的生产类型确定的,一般是:
大量、大批生产 最大允许误差为±5%
中批生产 最大允许误差为±10%
单件小批生产 最大允许误差为±15%
3.科学性
科学性是对定额制定方法的要求。就是力求使所制定的定额标准有充分的技术根据,能够客规反映工时消耗变化的规律性。定额标准时间的长短和变化是有一定原因和条件的。这个影响定额时间长短变化的原因和条件,称为影响延续时间因素。影响延续时间因素有两大类:一是数量因素,又称与劳动对象有关的因素,如工件大小、形状、毛坯材质、加工余量、加工精度等等。二是质量因素,又称与作业条件有关的因素,如设备种类、型号、工胎卡具、工件固定、运输方法、工作地条件等。对每一个工件的加工来讲,都有许多影响延续时间的因素。要把定额标准制定得合理,就必须正确分析影响延续时间因素,选择其中影响最大、起决定作用的主要因素作为制定定额标准依据,其余因素可用修正系数来调节。
4.全面性
全面性是对定额范围的要求。就是需要和可能制定定额标准的工序和工作项目,都要力求制定出定额标准,并要完整齐全,在结构上要合理,内容上要丰富,运用上要灵活。为此,在制定定额标准时要使每项定额标准有编号、有名称、有详细的操作内容和作业条件,使定额标准的内容规范化、标准化;使定额项目的排列有系统,一目了然,便于查找。
二、典型定额的制定方法
采用典型定额法制定典型产品(项目)定额的方法和步骤如下:
1.零件归类分组
采用典型定额法制定定额标准,首先要进行产品零件的归类分组,以便从同类零件中选出有代表性的典型零件制定定额。我们知道,一般机械产品都是由一些共性的零部件组成的。如轴、套、键、齿轮、连杆、螺丝等。这就给零件的归类分组创造了有利条件。产品零件归类分组方法,基本上有三种:
(1)按照产品零件几何形状的相似性归类分组。
产品零件的几何形状有不少是相似的,以轴为例,每种机器或设备都有轴,轴是旋转体零件,其长度大于轴径。制作轴类零件最常用的毛坯是圆棒料和锻件,只有某些大型的、结构复杂的轴,才采用铸件。按其结构的几何形状,一般可分为光滑轴、阶梯轴、空心轴和曲轴四种。因为轴的几何形状是相似的,我们就可以把轴归为一类,并按轴的结构形状分为光滑轴、阶梯轴、空心轴、曲轴四组。再以套为例,套是旋转轴颈的支承,通常叫轴套或轴瓦,其长度大于或大致等于轴径,有同心的内外回转表面和端面。套类零件一般是用钢、铸铁、青铜和铝合金等材料制成的,可分为两类:一类是整体式套简,另一类是由两半组成的剖分式套简,即轴瓦。这样,我们也可以把套作为一类,分为整体式套简和剖分式套筒两组来制定典型定额标准。
这样机器设备的零件,按照其结构的几何形状,就可归类为轴类、套类、齿轮类、圆盘类、连杆类、支架类、箱体类、蜗杆类、紧固件类等等。
(2)按照零件加工部位的相似性归类分组。
有些产品的零件,从结构的几何形状上看没有相似的地方,但其加工的部位却相同。这样,我们可以按照其加工部位的个别表面的相似性来归类分组。以铣床为例,可以归纳为平面类、四方类、六方类、燕尾槽类、键槽类、半圆键槽类等做为典型件来制定典型定额标准。
(3)按照产品零件工艺特征归类分组。
产品的零件除按照零件结构的几何形状和加工部位的相似性归类分组外,还可以按照整个零件工艺过程的特征来进行归类分组,如基本钳工工作的工艺过程主要是划线、手锯切割、錾削、锉削、刮研、钻孔、铰孔、攻丝等。这些也可以是独立的工序。我们可以按照零件加工的不同工艺特征,将产品零件归纳为手锯切割类、錾削类、锉削类、刮研类、攻丝类等等,然后再按照各类不同的加工方式分出若干组。如刮研表面工作可按其表面的形状,分为平面刮研、凸凹面刮研、曲面刮研、圆面刮研四组。
产品零件按其结构的几何形状、加工部位和工艺特征进行分类并分组后,再从同组多件中选出经常出现的具有代表性的典型零件作为制定定额的对象。同时,还要在归类分组时把零件的最大最小尺寸、材质、加工精度、加工余量以及作业条件等有关技术组织条件,登记在产品零件归类分组表内。
2.拟定工艺内容
在制定典型定额时,为了按照典型的生产技术组织条件制定出定额标准,还必须把在正常条件下的工艺内容、技术、使用的设备等作业条件确定下来。正常条件下的工艺内容是根据零件加工的工艺规程确定的。一般分两部分:
(1)操作内容
主要写明零件从开始加工制作到结束为止的全部制作过程。必要时要绘上加工草图。现以搬手锻制为例,其操作内容的写法是:①毛坯加热;②摔大圆头;③调头摔另一端圆头;④拔中间杆并摔圆;⑤两端圆头压扁:⑥闷形、去毛刺。
(2)技术条件
主要写明该零件的毛坯种类、加工精度、加工余量、工作地点以及所使用的设备、工具等组织技术条件。现仍以上述搬手锻制为例,其写法是:
①在0.4吨空气锤上用手工操作;②材料用45号炭素钢;③胎具闷形。
3.选择测定单位
测定单位是定额标准时间的计算单位。如装配一台发动机48h,加工一个螺丝15min,搬运一吨货物1个工。其中的“台”、“个”、“吨”就是测定单位。在典型标准中采用的测定单位,一般有如下儿种:
(1)数量,以个、件、组、台、双、副等为计算单位:
(2)长度,以公里(km)、米(m)、厘米(cm)、毫米(mm)等为计算单位:
(3)面积,以平方米(m2)、平方厘米(cm2)、平方毫米(mm2)为计算单位;
(4)体积,以立方米(m3)为计算单位:
(5)容积,以升(L)为计算单位:
(6)重量,以吨(t)、公斤(kg)为计算单位。
在相同的零件或工序中,可以同时采用几个测定单位。如砌砖,可以按“块”、“平方米”或“立方米”作为测定单位,这就需要选择。选择的原测是准确、好算、易懂。
测定单位确走后,要把测定单位写在典型定额标准表内,以便于定额标准的运用。
4.排列因素数列
为了给推算典型定额标准时间创造条件,在拟定定额标准时间前,除要正确选择影响延续时间的主要因素外,还要合理地排列出定额表中的因素数列及其数值,以便按照因素的变化规律推算出每个因素数值所对应的定额标准时间。因素数列是按照数值大小顺序排列的有规律的数列。因此,在排列时要求因素之间的间隔量要相等,因素值所对应的定额标准时间的时间差,不得大于最大允许误差的1倍。其排列的方法有两种:
(1)定额步排列方法。定额步是指因素值所对应的定额标准时间的时间差。
其排列的步骤是:
①求定额步,其公式是:
……(1)
式中:—定额步 —最小定额时间 e—最大允许误差
②求项数,其公式是:
……(2)
式中:N—项数 —最大定额时间
③求间隔量,其公式是:
……(3)
式中:U—间隔量 —最大因素值 —最小因素值
④排列因素数列,其公式是:
……(4)
式中:—后项因素值 n—项序
实例一:已知某一项工序最小尺寸为5mm,其定额时间为0.3h,最大尺寸为30mm,定额时间为0.6h,设最大允许误差为10%,排列其尺寸数列。
解:①求定额步,根据公式(1),则为:
=0.3×10%X2=0.06
②求项数,根据公式(2),则为:
③求间隔量,根据公式(3),则为:
①排列尺寸数列,根据公式(4),则为:
其尺寸数列即为:
5 10 15 20 25 30
(2)经验公式排列方法
其步骤是:
①求项数,公式是:
……(5)
②求间隔量,其公式是上述公式(3),即:
……(3)
③排列因素数列,其公式是上述公式(4),即:
……(4)
按前例,其计算如下:
①求项数,根据公式(5),则为:
②求间隔量,根据公式(3),则为:
③排列尺寸数列,根据公式(4),则为:
其尺寸数列即为:
5 10 15 20 25 30
排列因素数列所计算出的因素值只是个参考数,如果计算出的因素值不是整数,可修正成整数,以便于推算或测定定额时间。
5.推算定颜标准时间
因素数列排出后,就要拟定定额标准时间。首先根据统计分析或技术测定资料,从中选出大、中、小三个以上原始数据,然后采用图解法或计算法推算定额标准时间。
(1)图解法,即采用均等坐标或对数坐标,找出因素与时间变化的函数关系或相关关系的定额标准线,来推算定额标准时间的方法。采用均等坐标来推算定额标准时间时,要绘出均等坐标图。其步骤如下:
①绘出纵、横坐标轴,以纵坐标轴表示时间(T),以横坐标轴表示因素(X),根据选出的原始数据及对应的因素,在坐标图上标出点的位置,并连接各点呈一条折线。
②采用插入法通过折线,绘出一条光滑的直线或曲线,即为定额标准线。据此推算出全部因素值的定额标准时间。
实例二:根据表1-3-1原始数据运用图解法推算出定额时间。
解:根据表1-3-1原始数据,按照上述步骤绘制出定额标准线,如图1-3-1所示。
绘出定额标准线后,就可以根据定额标准线把各项尺寸的时间拟定出来,同时,还对原始的时间给予合理的修正。如表1-3-2所示。
利用坐标图中的直线或近似直线,还可以运用直角坐标的直线方程式来计算定额标准时间。如图1-3-2所示,其公式是:
T=ax十b……(6)
表1-3-1
|
工件厚度(mm) |
3 |
6 |
9 |
12 |
15 |
18 |
21 |
|
定额时间(h) |
1 |
1.6 |
2.2 |
3.3 |
表1-3-2
|
工件厚度(mm) |
3 |
6 |
9 |
12 |
15 |
18 |
21 |
|
定额时间(h) |
1 |
1.55 |
1.95 |
2.4 |
2.8 |
3.2 |
3.6 |
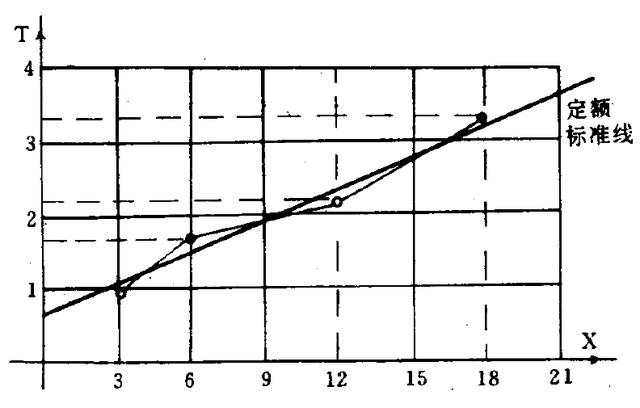

图1-3-1
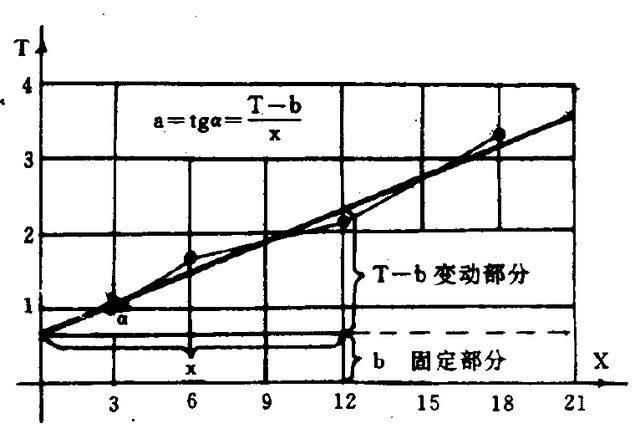
图1-3-2
式中:a一斜率,即直线与横坐标轴X所成夹角的正切
b一常数,即直线与纵坐标轴相交的截距
×一横坐标上所列因素数值
从图1-3-2得到:
b=0.7
其直线方程式,即为:
T=0.14x+0.7
据上式,就可以算出全部因素的定额标准时间,即:
如果所求定额标准时间的精确度要求高,可采用平均待定系数法或最小二乘法求解、b数值。
在双因素的情况下(表1-3-3),定额时间的变化,在坐标图上将成为一束斜直线,每一条直线表示一个因素的时间变化规律。如图1-3-3所示。
表1-3-3
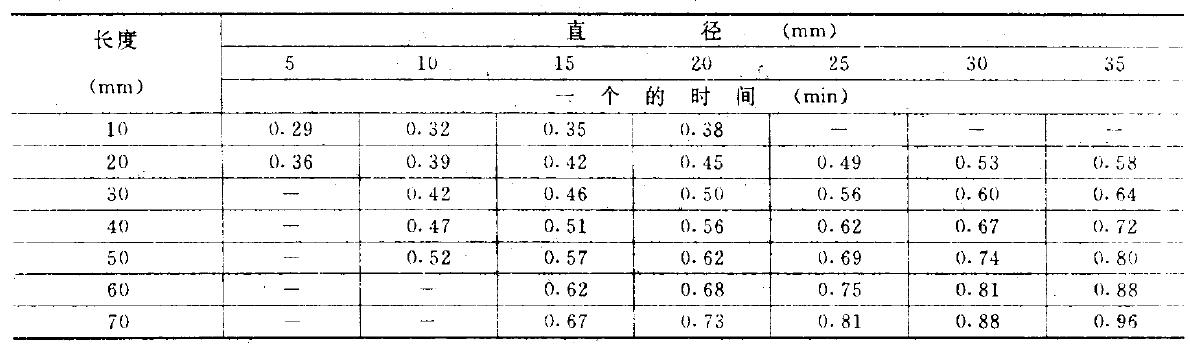
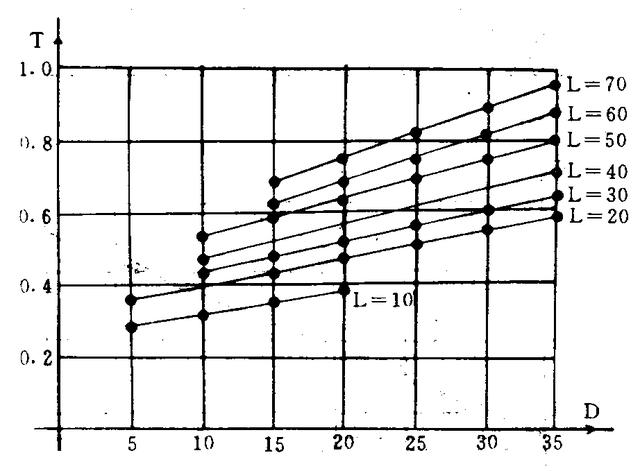
图1-3-3
6.确定修正系数
为使典型时间定额标准具有广泛的通用性,对于实际生产的零件与定额标准规定的生产技术条件不一致时,应采用修正系数的办法来调整时间标准。
修正系数,是指未列入定额的实际需要时间T与列入定额的规定时间之比,以字母K表示,即:
如工件实际需要的时间为20h,而定额规定的时间为17h,其修正系数就是:
K=20/17=1.17
修正系数,包括批量修正系数、材质修正系数、加工精度以及设备工具修正系数等。
创业项目群,学习操作 18个小项目,添加 微信:923199819 备注:小项目!
如若转载,请注明出处:https://www.zodoho.com/111455.html
相关推荐
-
明星的助理一个月工资大概多少,明星助理工资大概多少
女网红“蛋蛋”作为辛巴器重的徒弟,不仅得到了辛巴的力捧,而且在性格和直播风格上,都与对方颇为相似。用圈内网红们的话来说就是:辛巴之所以能将“蛋蛋”视为自己的接班人培养,就是因为在对…
-
吸引人的直播封面图片清晰,吸引人的直播封面图片清晰一点
如果你留心观察就会发现,从夜里十一点多到凌晨三四点。 各个直播平台上总有许多打扮漂亮,衣着性感的女主播们在直播! 今天凌晨肚子疼起来上厕所偶然打开某条,发现小视频下面一连串…
-
私家车下班兼职跑滴滴怎么样啊安全吗,私家车下班兼职跑滴滴怎么样啊挣钱吗
开自己的私家车跑滴滴并不值得,因为跑滴滴看似是一个比较自由的职业,每天开着车子就能够赚到钱,但其实想要通过跑滴滴,拥有着很高的收入也是很难做到的,基本上赚的钱也只是够每天的零花钱而…
-
【创业100】多年积蓄打水漂,二次创业年入6000多万
田妮是一位“85后”, 2009年开始在咸阳打拼事业,人生低谷时,她因投资失败,数百万元资产一夜归零。2017年,她重整旗鼓,创办“优果丰汇”水果量贩店,如今名下已有两家企业,年销…
-
大学生在校园里适合做什么生意
九月份即将过去了,相信同学们都已经开学一段时间,学业课程和生活节奏慢慢适应了。大学的课程相对来说比较轻松,很大一部分同学都想通过兼职开店来锻炼自己增加社会实践经验和赚零花钱,那么这…
-
关注主播不迷路顺口溜文章,关注主播不迷路顺口溜台词
直播,说白了,还是语言的艺术,语言的展示,所以说会说话,对于做好一个主播至关重要,但是很多主播开播了,不知道说什么?也不会说,针对这个问题我给大家整理一些办法,拿去试一试。 1. …
-
星座怎样算阴历还是阳历,星座是怎么看的算阳历还是阴历消息
这几天私信里几个朋友让出一份12星座配对指南,说实话,我还从未写过类似的,这是第一次,这次就以这几年我总结下来的12星座的粉丝朋友们的咨询以及问题为数据基础,仅供大家参考。 12星…
-
沈玉琳芽芽婚变,沈玉琳和芽芽现状
大家好,我是职业吃瓜的深度影迷拳姐。 今儿的台娱,又名人类的悲欢并不相通—— 这边的黄嘉千和夏克立打得火热,离婚大戏估计刚刚拉开序幕; 那边的沈玉琳倒好,大谈和老婆芽芽的夫妻生活,…
-
兴趣的主要特点,兴趣的含义及特点
访谈发表于2021年6月16日出版的《书法导报》第十版 朱利,东北大学艺术学院教授,中国书协会员、辽宁省书协理事、沈阳市书协副主席,辽宁省普通高等学校本科教学名师,辽宁省学校美育工…
-
毛寸视频理法,毛茛视频
1、《有希望的男人》 轻松的爱情喜剧,婚外情自始至终都没有被揭穿,但其实都心知肚明,开始的开始是欺骗,最后的最后当珍惜,过山车的骨灰连接起过去的那对恋人,可惜了大胸女这个角色,被当…